Ngày nay, ống inox đã trở thành một vật liệu phổ biến và không thể thiếu trong ngành sản xuất và chế biến cơ khí. Nhờ được ưa chuộng bởi khả năng chống ăn mòn, vẻ sáng bóng và tuổi thọ dài, ống inox đã trở thành sự lựa chọn hàng đầu. Tuy nhiên, quá trình hàn ống inox yêu cầu những kỹ thuật đặc biệt mà không phải ai cũng có thể thực hiện một cách dễ dàng. Dưới đây là một số phương pháp đơn giản để hàn inox tại nhà, được chia sẻ bởi tôn thép Mạnh Tiến Phát
Nguyên lý kỹ thuật hàn ống inox vi sinh
Hàn ống inox vi sinh đòi hỏi việc sử dụng phương pháp hàn TIG (Tungsten Inert Gas) kết hợp với khí bảo vệ không hoạt động (argon, CO2…) để đảm bảo mối hàn được thực hiện trong môi trường không bị oxi hóa. Việc này giúp bảo vệ mối hàn khỏi sự nóng chảy không mong muốn và đảm bảo chất lượng của mối hàn.

Dụng cụ hàn ống inox vi sinh
Để thực hiện quy trình hàn ống inox vi sinh một cách đơn giản và thành công nhanh chóng, khách hàng cần chuẩn bị một số thiết bị cơ bản dưới đây. Lưu ý việc sử dụng các thiết bị hàn và áp dụng kỹ thuật hàn đúng cách là quan trọng để đảm bảo chất lượng mối hàn và an toàn cho người thực hiện.
1/ Hàn ống inox bằng tay
- Bình khí bảo vệ Argon: Là nguồn khí bảo vệ chính trong quá trình hàn TIG. Argon được sử dụng để tạo môi trường không khí hoạt động xung quanh mối hàn, ngăn chặn sự tác động của không khí oxi.
- Máy hàn TIG tối thiểu 200A: Máy hàn TIG có khả năng cung cấp dòng điện cần thiết cho quá trình hàn. Công suất 200A là tối thiểu cần để thực hiện quá trình hàn ống inox vi sinh một cách hiệu quả.
- Dây dẫn khí và vật tư tiêu hao: Bạn cần chuẩn bị dây dẫn khi để kết nối điện cực và máy hàn. Ngoài ra, vật tư tiêu hao như điện cực wolfram, vật liệu hàn inox cũng cần được chuẩn bị trước.
2/ Hàn inox ống vi sinh bằng máy

- Máy hàn tự động: Là thiết bị quan trọng trong quá trình hàn ống inox vi sinh. Được điều chỉnh để thực hiện quá trình hàn một cách tự động và chính xác, giúp đạt được mối hàn chất lượng cao.
- Bình khí Argon: Là yếu tố không thể thiếu khi hàn ống inox bằng máy. Argon tạo ra môi trường bảo vệ quanh vùng hàn, ngăn không khí và oxi tác động lên mối hàn nóng chảy.
- Kìm hàn tự động: Kìm hàn tự động được sử dụng để cố định và duy trì vị trí hàn của ống inox trong quá trình hàn tự động, giúp đảm bảo sự ổn định và độ chính xác trong quá trình hàn.
Công đoạn chuẩn bị hàn ống inox vi sinh
Các bước chuẩn bị và thực hiện quá trình hàn đường ống inox vi sinh có thể được mô tả qua các bước sau:
Chuẩn bị vật liệu:
- Chuẩn bị ống và phụ kiện dựa trên kích thước và bản vẽ.
- Đảm bảo chất lượng và tính thẳng của ống và phụ kiện.
Tiến hành cắt:
- Cắt ống và phụ kiện theo kích thước yêu cầu.
- Sử dụng dụng cụ cắt chính xác để đảm bảo các mặt cắt sạch và thẳng.
Hàn đính các mối:
- Sử dụng máy hàn TIG tay để thực hiện quá trình hàn đính.
- Đảm bảo mối hàn đạt chất lượng cao, không có lỗ hoặc hiện tượng khuyết tật.
Bảo vệ chỗ hở:
- Sử dụng băng keo để bao bọc tất cả các chỗ hở trên đường ống và phụ kiện.
- Điều này giúp tránh việc các mảnh vụn, bụi hoặc chất cặn ngoại lai xâm nhập vào mối hàn.
Cài đặt thông số máy hàn TIG:
- Thiết lập các thông số hàn trên máy hàn TIG, bao gồm dòng hàn, tốc độ tiến và thời gian hàn.
- Thông số hàn phụ thuộc vào vật liệu và kích thước ống.
Loại bỏ khí oxy:
- Dẫn khí vào ống để đuổi khí oxy khỏi không gian hàn.
- Điều này giúp ngăn oxy gây oxi hóa mối hàn, ảnh hưởng đến chất lượng và tính mạnh của mối hàn.
Thực hiện quá trình hàn:
- Bắt đầu tiến hành quá trình hàn từng vị trí trên đường ống và phụ kiện.
- Theo dõi quá trình hàn để đảm bảo mối hàn đạt chất lượng yêu cầu.
Cách vệ sinh mối hàn inox đúng chuẩn
Có hai phương pháp để vệ sinh mối hàn inox sau khi tiến hành hàn:

Sử dụng hóa chất ăn mòn:
Sử dụng các hóa chất ăn mòn đặc biệt. Những hóa chất này có khả năng loại bỏ các tạp chất và vết bẩn trên bề mặt mối hàn, giúp tái tạo bề mặt ban đầu của mối hàn và loại bỏ các tạp chất gây ảnh hưởng đến tính thẩm mỹ và vệ sinh của nó.
Đánh bóng mối hàn:
Sử dụng các dụng cụ đánh bóng như đá mài, giấy nhám hay pad đánh bóng giúp làm bóng mối hàn và loại bỏ các vết nám, gỉ sét, hay các tạp chất trên bề mặt. Quá trình đánh bóng không chỉ cải thiện tính thẩm mỹ của mối hàn, mà còn giúp làm sạch và đảm bảo tính vệ sinh của nó.
Yêu cầu kỹ thuật mối hàn đường ống inox vi sinh
Các tiêu chí cần tuân thủ cho mối hàn đường ống inox vệ sinh bao gồm:

Kiểu mối hàn chính xác:
Mối hàn cần được tiến hành từ bên ngoài vào trong đường ống, đảm bảo tính vững chắc và kín đáo của mối hàn trên bề mặt ngoài.
Không có lỗ khí:
Mối hàn phải đạt chất lượng cao mà không có lỗ khí hay khoảng trống nào, đảm bảo tính cơ học và khả năng chịu áp lực của đường ống.
Tránh oxy hóa bên trong:
Quá trình hàn cần được thực hiện cẩn thận để không tạo điều kiện cho sự oxi hóa bên trong mối hàn, đảm bảo tính bền vững và khả năng chống ăn mòn của mối hàn.
Bề mặt mối hàn đồng nhất:
Bề mặt mối hàn phải được làm đồng nhất và mịn màng, không chỉ đảm bảo tính thẩm mỹ mà còn giúp tránh tạo điều kiện cho tạp chất và bụi bám vào mối hàn.
Các phương pháp hàn ống inox thông dụng hiện nay
Ngày nay, có một số phương pháp hàn ống inox được sử dụng để hỗ trợ việc hàn các loại vật liệu inox như inox 304, inox 316, inox 201, inox 430,…
1/ Hàn khí
Hàn khí là một phương pháp hàn sử dụng khí oxy, khí acetylen hoặc khí gas khác để tạo nguồn nhiệt đủ mạnh để làm nóng chảy các phần cần được hàn và kết nối chúng lại với nhau. Trong quá trình thực hiện, phương pháp này có thể sử dụng vật liệu bổ sung để đổ vào mối hàn hoặc không, tùy thuộc vào yêu cầu cụ thể.
2/ Hàn Tig inox

TIG là viết tắt của “Tungsten Inert Gas” đề cập đến phương pháp hàn hồ quang dưới sự bảo vệ của khí. Hàn TIG, còn được gọi là hàn hồ quang điện cực không nóng chảy, thường sử dụng điện cực Tungsten để tạo ngọn lửa hồ quang và sử dụng khí Argon để bảo vệ mối hàn.
Hàn inox bằng máy hàn TIG là một phương pháp rất phổ biến. Đây là lựa chọn ưu tiên cho việc hàn ống inox dù vật liệu dày hay mỏng. Một ưu điểm quan trọng của hàn TIG là không tạo ra xỉ hàn, xuất phát từ việc không sử dụng bất kỳ vật liệu nào khác trong quá trình hàn.
Hiện nay, khí trộn là một lựa chọn phổ biến cho phương pháp hàn TIG. Ví dụ, việc kết hợp khí Argon với khí Heli, Nitơ và các khí khác cho phép tạo ra các mối hàn có vẻ ngoại hình sáng bóng và hấp dẫn hơn.
3/ Hàn Mig inox
Hàn MIG inox hay còn gọi là hàn kim loại trong khí bảo vệ, là một phương pháp hàn bán tự động. Trong phương pháp này, sử dụng một cuộn dây kim loại có kích thước từ 0.6 đến 1.6mm hoặc thậm chí lớn hơn làm điện cực hàn. Điện cực này nóng chảy liên tục để cung cấp vật liệu hàn, trong khi quá trình hàn vẫn được điều khiển bởi người thợ, khiến cho hàn MIG trở thành phương pháp bán tự động.

Hàn MIG cho phép kết nối hai miếng inox lại với nhau bằng cách sử dụng nhiệt từ hồ quang giữa dây điện cực rắn và vùng cần hàn. Dây điện cực được cấp liên tục từ một bộ cấp dây, tạo ra sự liên tục trong việc cung cấp vật liệu hàn.
Trong quá trình hàn MIG, thường sử dụng các khí trộn hỗn hợp như Ar + Heli, Ar + CO2,… Những tỷ lệ khí này có thể được điều chỉnh linh hoạt tùy theo từng trường hợp. Tác dụng của khí trộn hỗn hợp là ổn định hồ quang, từ đó cải thiện chất lượng của mối hàn.
4/ Hàn que
Hàn que, còn gọi là hàn hồ quang điện, là một phương pháp hàn trong đó hồ quang điện tạo ra từ que hàn được sử dụng để làm nóng chảy cả que hàn và vùng kim loại cần hàn. Quá trình này cho phép que hàn nóng chảy và chảy vào vị trí cần hàn.

Khi hàn inox bằng máy hàn que, quá trình điều chỉnh dòng điện trên máy hàn cực kỳ quan trọng. Thường, dòng điện nên nằm trong khoảng từ 65V đến 68V. Sau khi đặt que hàn lên vật liệu cần hàn, bạn nên nhấn nhẹ cò súng hàn và bắt đầu di chuyển que hàn, giúp tránh việc tạo ra lỗ hoặc thiếu chất lượng mối hàn do tập trung nhiệt quá nhiều tại một điểm.
5/ Hàn laser
Hàn bằng laser là một kỹ thuật hàn tiên tiến sử dụng ánh sáng laser với công suất cao. Quá trình hàn ống inox trong phương pháp này xảy ra khi tia laser tập trung năng lượng vào một điểm cụ thể trên vật liệu, tạo ra nhiệt độ cao và nhanh chóng làm cho vùng đó nóng chảy và tạo nên mối hàn.
6/ Hàn plasma
Hàn plasma là một dạng tiến hóa từ hàn hồ quang, tận dụng nhiệt từ hồ quang để nung chảy vùng inox cần hàn.

7/ Hàn tia điện tử
Hàn tia điện từ là một phương pháp hàn nóng chảy, trong đó nguồn năng lượng cực cao từ một chùm tia điện tử được hội tụ vào một điểm nhất định. Quá trình này tạo nhiệt độ đủ cao để nung chảy mép hàn, và khi mối hàn nguội và đông lại, ta có một liên kết hàn vững chắc.
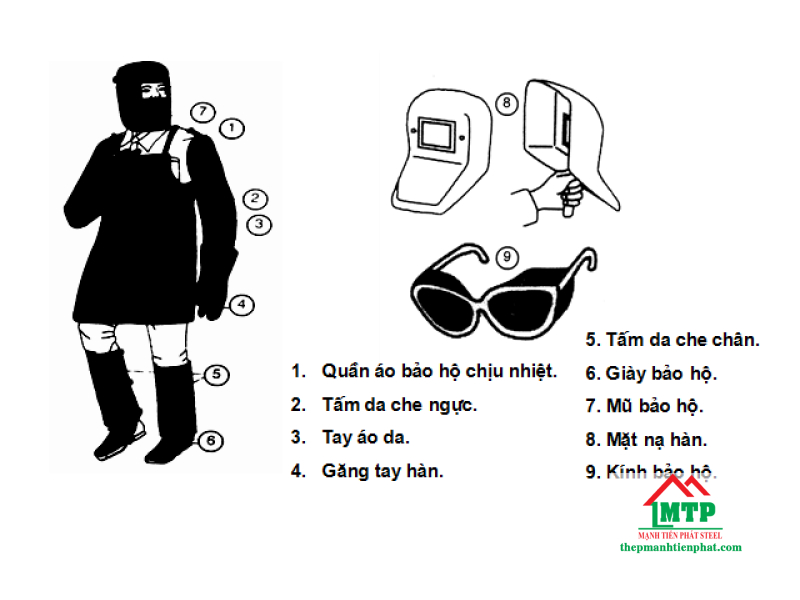
Cần chuẩn bị dụng cụ bảo hộ gì trước khi hàn inox ống?
Trước khi tiến hành hàn inox tại nhà, quá trình chuẩn bị đồ bảo hộ là vô cùng quan trọng để đảm bảo an toàn và bảo vệ sức khỏe. Các bước cần thực hiện bao gồm:
- Kính bảo hộ hoặc mặt nạ chuyên dụng: Ánh sáng mạnh và vụn sắt inox có thể gây hại cho mắt. Sử dụng kính bảo hộ hoặc mặt nạ chuyên dụng để bảo vệ mắt khỏi tác động của tia lửa và tác nhân có hại khác.
- Bộ quần áo bảo hộ: Để tránh tiếp xúc trực tiếp với tia lửa và vật liệu nóng, hãy mặc bộ quần áo bảo hộ hoặc quần dài, áo dài. Đặc biệt, mang bao tay dày và đi giày bảo hộ để bảo vệ tay và chân.
- Kiểm tra máy hàn và dây điện: Trước khi bắt đầu hàn, hãy thực hiện kiểm tra kỹ lưỡng máy hàn và dây điện. Đảm bảo rằng máy hoạt động bình thường và không có vấn đề gì liên quan đến an toàn.
Những thông tin về cách hàn ống inox đã được Mạnh Tiến Phát cung cấp một cách đầy đủ nhất để khách hàng tham khảo. Mỗi phương pháp hàn ống inox đều có ưu điểm riêng, bạn có thể lựa chọn phương pháp phù hợp để phù hợp với kỹ thuật và tính thẩm mỹ của công trình.







{kind=link}